Divatek LLC is a supplier of complete sets of automatic welding equipment for the construction and reconstruction of oil and gas pipelines, storage facilities and refineries.
At the present time, automatic welding is the leading means of building wide diameter onshore and offshore pipelines, as well as for various diameters in gathering lines and the like.
For smaller diameters, much of the work is performed manually. However, automation of the welding process now finds its application here as well. At the same time, semiautomatic welding is playing a greater role in pipeline repairs, for example, reducing the need for manual welding.
The combined use of automatic, semiautomatic and manual stick electrode welding can be brought together as a combined technical approach which enables uniform high quality and high speed welding, offering the benefits of lower cost, flexibility and standardization.

It is a well known fact that the first and most important factor in providing for stable weld joint quality during automatic welding is proper pipe end preparation. In most CRC–Evans automatic welding systems this is achieved by mechanically beveling the pipe ends with the aid of a pipe facing machine. Skilful end beveling has a direct relationship to weld quality and repeatability. Likewise it boosts productivity and cuts the amount of weld metal required (at the same time cutting arc time and consumables consumption).

The second factor is to perform the root weld pass using
one of the technologies recommended by CRC–Evans:
- internal, using an internal welder
(IWM — Internal Welding Machine);
- external, using an internal line–up clamp with built–in copper shoes;
- external, using a standard internal line–up clamp
and STT Technology developed by Lincoln Electric.

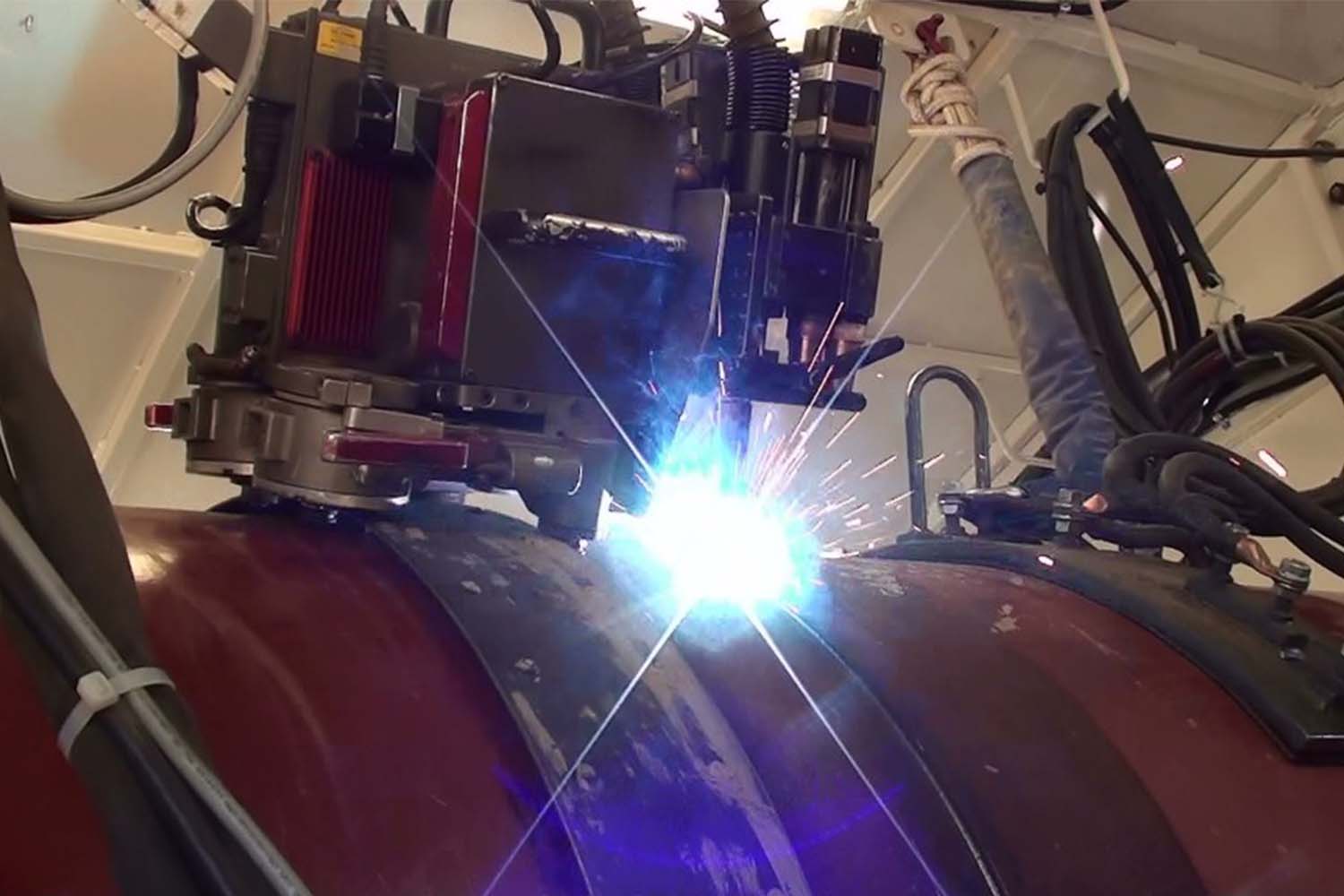
Final step is the use of external welding heads to perform hot, fill and cap passes. These heads are mounted on guide belts which surround the pipe. When using the STT process for welding the root pass, no hot pass is required. CRC–Evans has developed a wide range of external welders for performing root, hot, fill, and cap passes.

The highest degree of automation of the welding process is achieved by using: an internal line–up clamp, which has an onboard welding system to perform the root pass, and external welders, which make the fill and cap passes. All welding is performed using the MIG process. The advantages of organizing automatic welding as shown above are obvious especially in fairly large projects with distances of 50 km or more to weld and with pipeline diameters of 22" (558mm) or more. Tens of thousands of kilometres of pipelines have been welded onshore and offshore literally from the Arctic to Antarctica using this technology. Welding records that have been set, for example 15 joints per hour on a 48" (1220 mm) land pipeline, do not truly push the limits of the possibilities of this system.

1. pipe facing, mounting external guide belts for welding heads;
2. mobile technical service unit
3. joint assembly, installation of internal welder/line–up clamp, internal welding of root pass;
4. fill passes using external welders;
3. cap pass using external welders.